Autothermal Reforming: A Promising Technology for Blue Hydrogen Production, Says IDTechEx

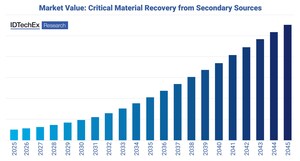
BOSTON, April 12, 2023 /PRNewswire/ -- Blue hydrogen production is gaining traction, with announcements of large-scale projects, funding, and government support worldwide. According to IDTechEx's analysis, the blue hydrogen market will be worth US$34 billion by 2033. But which technology will drive most of this capacity and market growth?
Blue hydrogen refers to hydrogen produced from natural gas with CO2 emissions captured and stored. This article investigates autothermal reforming (ATR) as a key technology for producing blue hydrogen. It compares it to the incumbent steam-methane reforming (SMR) and highlights the key players, initiatives, and commercial impact this technology could have on the low-carbon hydrogen market. See IDTechEx's brand new market report, "Blue Hydrogen Production & Markets 2023-2033: Technologies, Forecasts, Players", for a more extensive review of other technologies such as methane pyrolysis, partial oxidation, and coal/biomass gasification.
Autothermal Reforming and Its Benefits and Drawbacks
ATR converts hydrocarbons like natural gas into syngas through a combination of partial oxidation and steam reforming. Natural gas is mixed with steam and sent into the reformer, where it combines with oxygen at the burner. The partial oxidation reaction between oxygen and methane happens in the reformer's combustion chamber. This reaction generates heat for the endothermic steam reforming reactions in the catalytic bed. Thus, autothermal processes self-heat and self-sustain without external heating.
The process runs at temperatures and pressures of 900 to 1050°C and 30 to 100 bar, respectively, which are harsher conditions than normal SMR. These conditions diminish coking, which reduces catalytic bed blockage. They also allow more waste-heat recovery generating more high-temperature steam, which can be reused in the reaction to lower the steam-to-carbon ratio or used to heat further stages. However, the main benefits of ATR over SMR stem from its heating principle. Unlike the furnace heating needed for SMR, heat is delivered directly inside the autothermal reformer. Thus, the ATR process emits no flue gases because all CO2 emissions are in the product syngas stream. Hence, carbon capture is easier and uses smaller pre-combustion capture units instead of SMR's post-combustion flue gas stream capture.
However, the process has a few downsides. Firstly, large-scale blue hydrogen production requires many reactor trains, unlike the single reformer in SMR. The plant also needs cryogenic air separation units (ASUs) for pure oxygen supply. These CAPEX- and OPEX-intensive units negate any savings from lower heating needs. However, they also consume electricity so renewable energy can reduce Scope 2 emissions. Due to cryogenic temperatures and pure oxygen, ASUs complicate operation and safety so the plant needs strict restrictions and better safety procedures like more regular cold box inspections.
With these considerations in mind, ATR may not be cheaper than SMR in terms of the levelized cost of hydrogen (LCOH, total CAPEX and OPEX per unit of H2 produced). However, the technology's ability to integrate with carbon capture makes it appealing for greenfield blue hydrogen projects.
Commercial Interest and Activity in ATR
Topsoe, Johnson Matthey (JM), and Air Liquide are the main autothermal reformer and process technology providers, with patented technologies that are appealing for future blue hydrogen facilities. These technologies are appealing to project developers due to their unique designs. Topsoe's SynCOR reformer uses a multi-layered bed of Topsoe's unique Ni-based catalysts, while JM's LCH process layout pre-reforms natural gas with a gas-heated reformer to boost energy efficiency. Industrial gases, petrochemicals, and carbon capture and storage (CCS) businesses show considerable interest in such technologies. As a result, these firms often work with one another to build large-scale blue hydrogen plants to serve refineries, ammonia plants, and industrial zones.
For instance, Air Products plans to invest US$4.5 billion in its Louisiana Clean Energy Complex, which will produce 620 kilotonnes per year (ktpa) of blue hydrogen. The business also plans to build its CA$1.6 billion Canada Net-Zero Hydrogen Energy Complex in Alberta with CA$0.5 billion government backing. Air Products uses Topsoe's SynCOR technology for both projects as it lacks a proprietary ATR technology. Air Liquide is another leading project developer, having developed 12 large ATR plants worldwide producing grey hydrogen or syngas. The company plans to use its expertise to develop new projects, like the INPEX Corporations' Kashiwazaki Clean Hydrogen & Ammonia Project, Japan's first blue hydrogen and ammonia project, that will use the Air Liquide's proprietary technology.
Many European blue hydrogen initiatives will utilize ATR, especially in the UK. For instance, Equinor, which is focused on low-carbon hydrogen and CCS, plans to construct or participate in multiple blue hydrogen projects across Europe, including its own H2H Saltend facility in the UK. Based on JM's LCH and BASF's carbon capture technology, the plant will produce 150 ktpa of blue hydrogen. Another project, HyNet North West, a partnership between Eni, Essar, and others to supply low-carbon hydrogen to Merseyside's industrial zone, will also use JM's LCH. More discussion surrounding commercial activities in the blue hydrogen market can be found in IDTechEx's report.
Blue Hydrogen and ATR Outlook
Source: IDTechEx
ATR has some advantages, including easier carbon capture integration, making it an attractive choice for future blue hydrogen projects. Air Products, Air Liquide, Equinor, and other chemical and energy companies will use ATR in large-scale blue hydrogen plants. These businesses can use their gas separation, CCS technologies, as well as chemical process design and operational expertise to construct such plants. New blue hydrogen plants will also benefit Topsoe, JM and suppliers of catalysts, process equipment, components, and engineering services.
It is safe to say that many more large-scale ATR-powered blue hydrogen facilities will be announced in the next years. For example, BP's H2Teesside and ExxonMobil's Baytown blue hydrogen facilities may utilize ATR. IDTechEx predicts that most new blue hydrogen capacity in the future will come from ATR. However, SMR and partial oxidation (POX) are further thermochemical processes that should not be overlooked. If SMR units are retrofitted with CCS, these technologies will also boost blue hydrogen capacity, while capacity in coal-rich nations like China and Australia may come from coal gasification. Methane pyrolysis, which produces turquoise hydrogen, is also a promising technology, although its industrial adoption will be limited, at least in the medium term.
IDTechEx's new market report, "Blue Hydrogen Production & Markets 2023-2033: Technologies, Forecasts, Players" analyzes and compares all these processes, providing insights into the activities of key players and their projects. It also includes 10-year market forecasts for the blue hydrogen industry broken down by technology, end-use and region.
About IDTechEx
IDTechEx guides your strategic business decisions through its Research, Subscription and Consultancy products, helping you profit from emerging technologies. For more information, contact research@IDTechEx.com or visit www.IDTechEx.com.
Images Download:
https://www.dropbox.com/scl/fo/09pm9trzefdewa3510a3b/h?dl=0&rlkey=yuwnetn85zq032gjk83l77s4t
Media Contact:
Lucy Rogers
Sales and Marketing Administrator
press@IDTechEx.com
+44(0)1223 812300
Social Media Links:
Twitter: www.twitter.com/IDTechEx
LinkedIn: www.linkedin.com/company/IDTechEx
Facebook: www.facebook.com/IDTechExResearch
Photo - https://mma.prnewswire.com/media/2052480/IDTechEx_chart.jpg
Logo - https://mma.prnewswire.com/media/478371/IDTechEx_Logo.jpg





Share this article